
ЦЮЮАН
20+ СОЛODM & OEM
Электрикӣ ва механикӣ
20+ СОЛODM & OEM
Электрикӣ ва механикӣ

Категорияҳо
Паёмҳои охирин
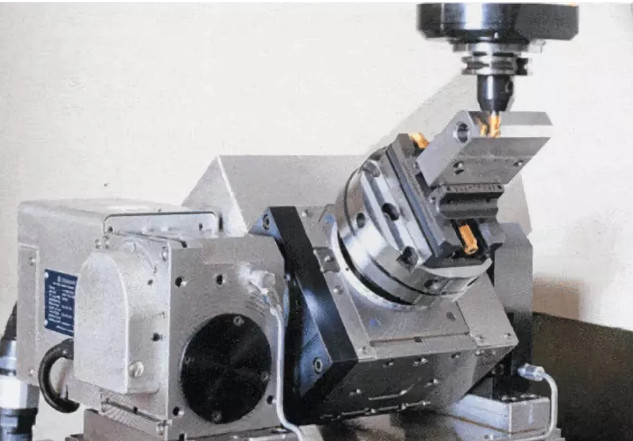
Қадамҳои ҳамоҳангсозии асбоби марказӣ бароиҚисмҳои коркарди CNC
Маркази артефактро ҳамчун мисол гиред.
Шпиндели порчаи 1, буранда аз ҷониби артефактҳо гузошташуда, арзиши X-ро дар хотир нигоҳ доред, корд, ба рости артефактҳо кӯчонида шудааст, дар тарафи рост, арзиши X-ро дар хотир доред, ду арзиши X, миёна, дар G54 X 2 сабт шудааст. оид ба, пеши буранда оид ба коркарди, дар хотир арзиши Y, корд, кӯчид ба қафои порчаи кор, наздик ба қафо, ёд арзиши Y, ду арзиши Y, миёна, сабт ба G54 Y 3 чоҳи асосии фурӯзон карда мешавад, аз сатҳи пора вобаста аст, оҳиста бо фрезер қимати Z-ро ба ёд оваред, онро ба G54 Z гузоред. Дастури G92 барои муқаррар кардани системаи координатаҳои коркард истифода мешавад, ки аз мавқеи ҷории асбоб вобаста аст.
Формати татбиқи ин дастур G92 X_Y_Z_ мебошад, ки ин маънои онро дорад, ки арзиши координатаи мавқеи ҷории асбоб дар системаи координатаҳои кор (X_,Y_,Z_) мебошад.
(1) Қимати хониши M1 вақте ба даст меояд, ки фреза барои тамос бо контури қисмҳои корӣ дар самти X истифода мешавад ва сипас шпиндельро ба тарафи дигари контури кортӣ ба самти X интиқол медиҳад, то бо ду дараҷаи М2 тамос гирад.Дар саҳифаи андозагирии мукаммали асбоб M=M2-M1-ро ворид кунед.
(2) Қимати хониши N1 тавассути пайваст кардани контури қисмҳои корӣ бо фрезер дар самти Z ба даст оварда мешавад.Сипас, шпиндельро ба тарафи дигари контури коркард ба самти Z интиқол диҳед, то ду дараҷа N2 ба даст оред.Дар саҳифаи андозагирии абзор N= mn2-n1-ро ворид кунед. Мехоҳед, ки барномасозии UG-ро омӯзед, метавонед MAKE up QQ-и хурдро илова кунед: 770573829 мавод ва курсҳои омӯзишӣ гиред.
Мақсади буранда ба буранда муайян кардани робитаи фазоии байни системаи координатаи қисмҳои корӣ ва системаи координатаи асбоби дастӣ тавассути буранда ё асбоб ба асбоб ва ворид кардани маълумоти асбоб ба макони нигаҳдории мувофиқ мебошад. мундариҷаи амалиёт дар коркарди nc, дурустии он мустақиман ба дақиқии коркарди қисмҳо таъсир мерасонад. Амали танзими корд ба самти X, Y ва Z тақсим карда мешавад.
JIUYUAN дорои ду ошёна барои устохонаи коркарди CNC 3000 метри мураббаъ мебошад ва корхонаи анодшудаи худро барои қисмҳои коркарди алюминийи CNC сохтааст.
Цехи CNC дорои 20 адад маркази коркарди 4-меҳвари CNC, 12 маҷмӯи мошинҳои 3-меҳвари CNC, 18 маҷмӯи мошинҳои пармакунӣ ва 10 комплект мошинҳои токарӣ мебошад.
Мо бартарӣ дорем қисмҳои коркарди алюминийи CNC,қисмҳои коркарди CNC anodized,қисмҳои коркарди пӯлоди CNC,қисмҳои коркарди пластикии CNC,қисмҳои коркарди дақиқи гуногуни CNC.
тел:+8613267205630
Whatsapp:13267205630
Почтаи электронӣ:emily@jiuyuan999.com
Skype:Эмилимунцзян






